




Gegelung Tergalvani Keluli Tergalvani Dx51 Kilang Keluli China Gegelung Keluli Tergalvani Celup Panas / Harga Keluli Gulung Sejuk / Gegelung GI







Definisi penyaduran
(1) Salutan kilauan biasa
Dalam proses pemejalan biasa lapisan zink, butiran zink tumbuh bebas untuk membentuk salutan dengan morfologi kilauan yang jelas.
(2) salutan kilauan yang diminimumkan
Semasa pemejalan lapisan zink, butiran kristal zink disekat secara buatan untuk membentuk salutan kilauan sekecil mungkin.
(3) Salutan bebas kilauan bebas kilauan
Ia diperoleh dengan melaraskan komposisi kimia larutan penyaduran, tidak mempunyai morfologi kilauan yang kelihatan, dan mempunyai salutan permukaan yang seragam.
(4) Salutan aloi zink-besi
Jalur keluli selepas melalui rendaman tergalvani dirawat haba untuk membentuk lapisan aloi zink dan besi di seluruh salutan. Salutan ini mempunyai rupa kelabu gelap tanpa kilauan logam, dan mudah menjadi serbuk semasa proses pembentukan yang ganas. Selain pembersihan, salutan boleh dicat secara langsung tanpa rawatan lanjut.
(5) salutan pembezaan
Bagi kedua-dua belah kepingan keluli tergalvani, salutan dengan berat lapisan zink yang berbeza diperlukan.
(6) Melembapkan kulit dengan lancar
Pelicinan adalah sejenis penggelek sejuk kepingan keluli tergalvani dengan sedikit ubah bentuk untuk satu atau beberapa tujuan berikut.
Meningkatkan penampilan permukaan kepingan keluli tergalvani atau sesuai untuk salutan hiasan; meminimumkan sementara garisan gelinciran (garisan Lüdes) atau kedutan yang dihasilkan apabila produk siap diproses.

Kecacatan
Terutamanya termasuk: penumpahan, calar, bintik-bintik pasif, zarah zink, tepi tebal, jalur pisau udara, calar pisau udara, keluli terdedah, rangkuman, kerosakan mekanikal, prestasi asas keluli yang lemah, tepi beralun, lengkungan, ketidakserasian saiz, Embossing, ketebalan lapisan zink yang tidak konsisten, percetakan gulung, dll.
Sebab utama lapisan zink jatuh adalah: pengoksidaan permukaan, sebatian silikon, emulsi gulung sejuk yang terlalu kotor, atmosfera pengoksidaan yang terlalu tinggi dan takat embun gas pelindung di bahagian NOF, nisbah udara-bahan api yang tidak munasabah, aliran hidrogen yang rendah, penyusupan oksigen dalam relau, suhu memasuki periuk keluli jalur adalah rendah, tekanan relau di bahagian RWP adalah rendah, dan sedutan pintu relau, suhu relau di bahagian NOF adalah rendah, gris tidak meruap, kandungan aluminium periuk zink adalah rendah, kelajuan unit terlalu cepat, pengurangan tidak mencukupi, dan cecair zink kekal Masa terlalu pendek dan salutan terlalu tebal.
Punca karat putih dan bintik hitam adalah seperti berikut: bintik hitam terbentuk melalui pengoksidaan karat putih selanjutnya.
Punca utama karat putih adalah:
(1) Pasivasi yang lemah, ketebalan filem pasivasi yang tidak mencukupi atau tidak sekata;
(2) Permukaan tidak disapu minyak atau terdapat baki kelembapan pada permukaan jalur;
(3) Permukaan keluli jalur mengandungi kelembapan semasa penggulungan;
(4) Pasivasi tidak kering sepenuhnya;
(5) Kelembapan atau hujan semasa pengangkutan atau penyimpanan;
(6) Produk siap telah disimpan terlalu lama;
(7) Lembaran tergalvani bersentuhan dengan atau disimpan bersama media menghakis lain seperti asid dan alkali.
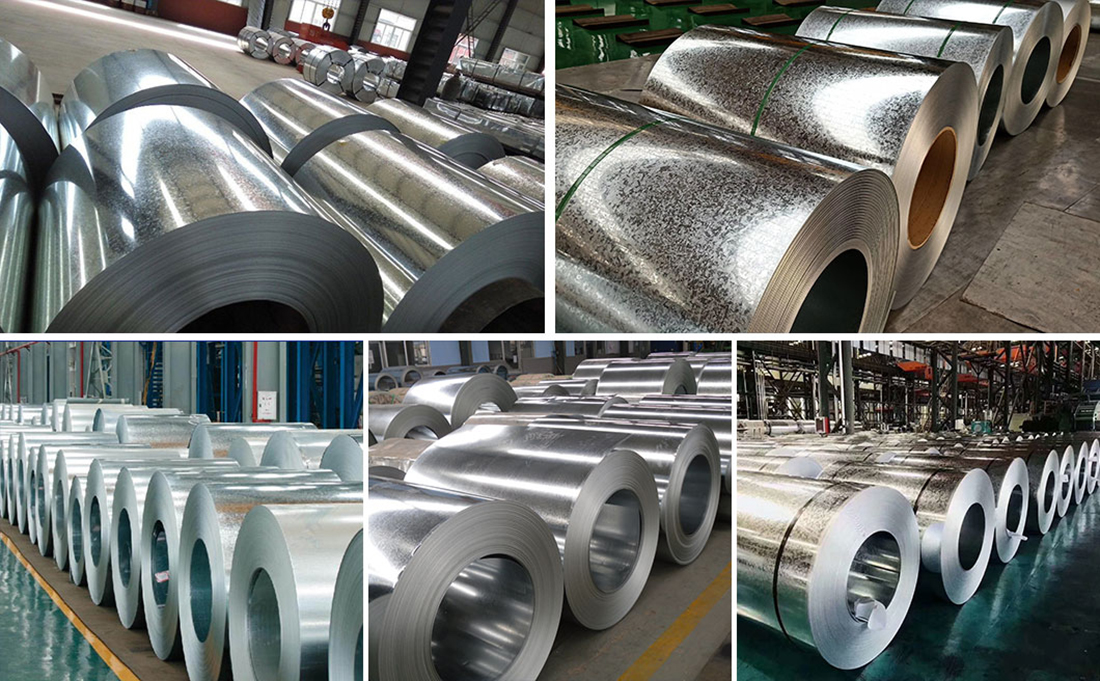
Penyimpanan Gudang
Syarikat ini mempunyai dua barisan pengeluaran plat keluli yang lebar dan tebal yang sangat khusus dengan teknologi yang boleh dipercayai, dan mempunyai kapasiti komprehensif untuk menghasilkan lebih daripada 5 juta tan keluli lebur dan lebih daripada 3 juta tan plat keluli setiap tahun. Bilangan pekerja mencecah lebih daripada 10,000 orang. Ia mempunyai teknologi rawatan haba plat keluli, teknologi pengeluaran plat keluli ekstra tebal, teknologi pengeluaran keluli peleburan semula elektrosanga, dan sebagainya.

Pembungkusan dan penghantaran
Kami boleh menyediakan: pembungkusan palet kayu, pembungkusan kotak kayu, pembungkusan tali keluli, pembungkusan plastik dan kaedah pembungkusan lain. Kami bersedia untuk membungkus dan menghantar produk mengikut berat, spesifikasi, bahan, kos ekonomi dan keperluan pelanggan.
Kaedah pengangkutan: Kami boleh menyediakan pengangkutan kontena atau pukal, jalan raya, kereta api atau laluan air pedalaman dan kaedah pengangkutan darat lain untuk eksport. Sudah tentu, jika terdapat keperluan khas, kami juga boleh menggunakan pengangkutan udara.

Maklum balas pelanggan
Sila tinggalkan mesej kepada kami jika anda mempunyai sebarang pertanyaan tentang kami dan produk kami.
